The maximum size for CNC milled parts is not a single fixed number but is dictated by the machine’s work envelope, with typical 3-axis machines handling parts up to 1500mm x 800mm x 500mm and large gantry mills exceeding 10 meters in length. The maximum practical thickness depends on material type, tool length, and machine rigidity, as milling extremely thick sections can introduce challenges like tool deflection, heat buildup, and internal material stress. Ultimately, the feasible dimensions are a balance of machine capability, part design, material properties, and project budget.
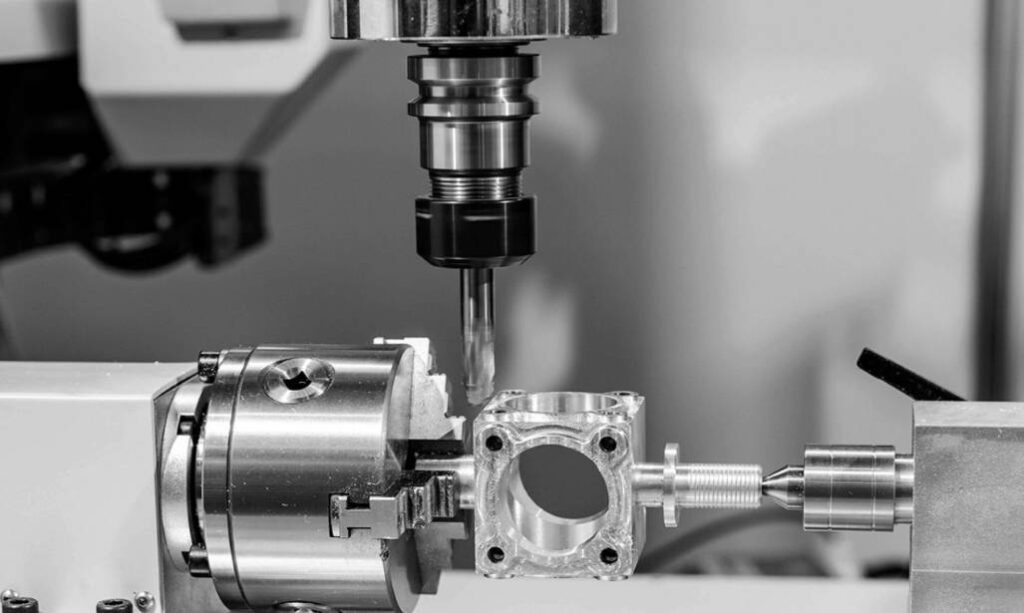
Table of Contents
- Understanding the Key Limiting Factor: The CNC Machine’s Work Envelope
- How Do Part Dimensions Influence CNC Milling Feasibility?
- Factors That Define the Practical Maximum Size and Thickness
- What Are the Solutions for Parts Exceeding Standard Machine Capacity?
- Design for Manufacturability (DFM) Tips for Large and Thick Parts
- Conclusion: It’s Not About a Single Number, It’s About Smart Engineering
- Frequently Asked Questions
Understanding the Key Limiting Factor: The CNC Machine’s Work Envelope
When asking “how large can a CNC part be?”, the first and most fundamental constraint is the CNC machine’s own physical capacity. This capacity is defined by its work envelope, which is the three-dimensional space within which the machine’s cutting tool can travel and operate effectively. Every CNC machine, from a small desktop router to a massive industrial gantry mill, has a maximum travel distance along its X, Y, and Z axes. These travel limits directly determine the maximum outer dimensions of a single, continuous part that can be machined in one setup.
What is a Work Envelope?
Imagine a virtual box surrounding the machine’s work area. The length, width, and height of this box represent the machine’s total travel range. The X-axis typically represents the longest horizontal movement (left to right), the Y-axis represents the horizontal movement from front to back, and the Z-axis represents the vertical movement of the spindle (up and down). The work envelope is often slightly smaller than the total travel distance to account for tool holders, fixtures, and safe operational clearances. Therefore, the maximum size of your part must fit comfortably within this operational space.
Typical Work Envelope Sizes for Different CNC Mills
The size of the work envelope varies dramatically depending on the type and class of the CNC machine. Understanding these general categories can help you set realistic expectations for your project’s dimensions. A part that is considered large for one type of machine might be standard for another. This is crucial for both design and for selecting the right manufacturing partner who possesses the necessary equipment for your needs.
| CNC Machine Type | Typical Work Envelope (X x Y x Z) | Common Applications |
|---|---|---|
| Desktop / Benchtop CNC | 300mm x 300mm x 150mm | Prototyping, hobbyist projects, small plastic or aluminum parts. |
| Standard 3-Axis VMC | 1000mm x 500mm x 600mm | Most common industrial parts, enclosures, brackets, tooling. |
| Large 3-Axis VMC | 1500mm x 800mm x 700mm | Larger machine components, plates, mold bases. |
| Standard 5-Axis Mill | 600mm x 500mm x 450mm | Complex geometries, impellers, medical devices, aerospace components. |
| Gantry Mill | > 2000mm x 1500mm x 1000mm (can be much larger) | Aerospace spars, large molds, automotive chassis tooling, marine parts. |
How Do Part Dimensions Influence CNC Milling Feasibility?
While the work envelope sets the absolute outer boundaries, the specific dimensions of your part—length, width, height, and thickness—introduce their own unique sets of challenges and considerations. It’s not just about fitting the raw block of material onto the machine bed; it’s about the machine’s ability to accurately and efficiently shape every feature within that block. The interaction between these dimensions dictates tooling choices, machining strategies, and ultimately, the success of the final part.
Maximum Part Length and Width: The X and Y Axes
The length and width of a part are primarily constrained by the X and Y-axis travel of the CNC mill. For a single setup, the part’s footprint must fit within the machine’s table size and travel limits. However, another critical factor is part rigidity. Extremely long and thin parts can be prone to vibration and chatter during milling, which can degrade surface finish and dimensional accuracy. Proper workholding and support become paramount for such components. The machine operator may need to use multiple clamps, custom fixtures, or support jacks to ensure the part remains stable throughout the machining process.
Maximum Part Height and Depth: The Z-Axis Constraint
The maximum height of a part is limited by the Z-axis travel and the “daylight” of the machine—the distance between the machine table and the fully retracted spindle. You must account for the height of the workpiece itself, any fixtures or vises holding it, and the length of the cutting tool and its holder. For instance, if a machine has 600mm of Z-axis travel, but your part is 400mm tall and held in a 100mm vise, you only have 100mm of clearance left for the tool and its holder, severely limiting your ability to machine the top surface or deep features.
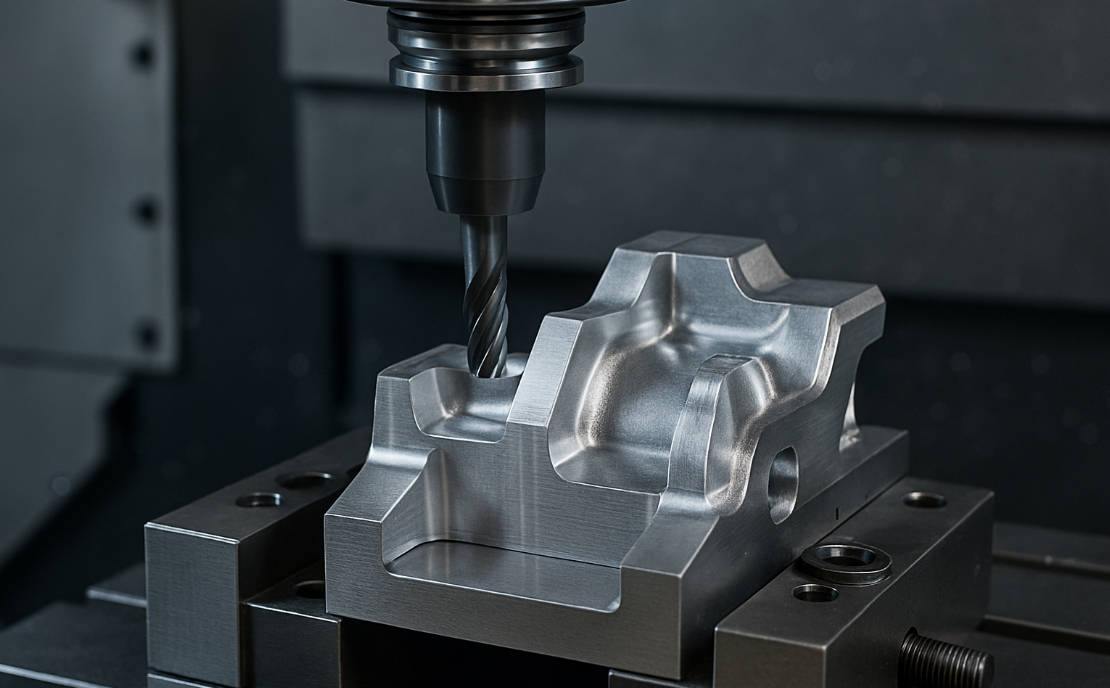
The Critical Role of Part Thickness and Wall Thickness
Part thickness is more complex than a simple Z-axis measurement. Maximum raw material thickness is limited by the Z-axis capacity and the ability to securely clamp the stock. However, the machinable thickness is often limited by tool length and rigidity. To mill a deep pocket or a tall feature, you need a cutting tool that is long enough to reach the bottom without the tool holder or spindle colliding with the top of the part. Longer tools are inherently less rigid and more prone to deflection, which can lead to inaccuracies. Furthermore, designing parts with very thin walls, especially on large or thick parts, is challenging. A high aspect ratio (wall height to wall thickness) can cause the wall to vibrate or deform under cutting pressure, making it difficult to achieve tight tolerances and a good surface finish.
Factors That Define the Practical Maximum Size and Thickness
The theoretical maximums set by a machine’s spec sheet are often different from the practical maximums achievable in a real-world manufacturing scenario. A host of interconnected factors beyond simple dimensions come into play, influencing everything from feasibility and quality to cost and lead time. A truly optimized design for a large or thick part considers these practical constraints from the very beginning.
Machine Type and Configuration (3-Axis, 5-Axis, Gantry)
The machine’s architecture is a primary driver. A 3-axis vertical machining center (VMC) is the most common type, but its Z-axis height is a fixed limit. A 5-axis machine can tilt the tool or rotate the part, allowing it to machine complex features on large parts without needing extremely long tools, but its work envelope is often more compact. For truly massive components, a gantry mill is required. In these machines, the spindle moves along a bridge or gantry that spans over a massive, stationary table, allowing for enormous X and Y travel, making them ideal for aerospace wing spars or large molds.
Material Properties: Why Milling a Large Aluminum Block is Different from Steel
The material being machined has a profound impact. A large block of 6061 aluminum is relatively easy to machine; it has good thermal conductivity and allows for high material removal rates. In contrast, a similarly sized block of stainless steel or Inconel is far more challenging. These materials are tougher, generate more heat, and require lower cutting speeds and feeds, increasing machining time and cost. Furthermore, thick sections of material can have significant internal stresses, which, when released during milling, can cause the part to warp or deform. This is a much greater concern in metals like steel and titanium than it is in plastics or aluminum.
Tooling and Spindle Power: Reach, Rigidity, and Removal Rates
Machining large and thick parts demands robust tooling and a powerful machine. Spindle power and torque determine how aggressively the machine can cut, directly impacting the material removal rate (MRR) and, consequently, the project’s timeline. Machining a large part with an underpowered spindle can take an exceptionally long time. Tooling is equally critical. To reach deep pockets or the center of a wide part, you need long-reach tools. As mentioned, these tools are less rigid. A skilled machinist will use the shortest, most rigid tool possible for every operation to minimize tool deflection and ensure accuracy.
Design Complexity and Tolerances
A simple, large block with a few holes is far easier to machine than a large, intricate part with complex contours and tight tolerances. The tighter the required tolerances, the more challenging it becomes to manage the variables across a large surface. Thermal expansion is a key concern; as the part heats up during machining, it expands slightly. Over a long distance, this expansion can be significant enough to push features out of tolerance. Climate-controlled machine shops and coolant management are essential for maintaining dimensional stability on large, high-precision parts.
The Cost Factor: Budgeting for Large-Format Milling
There is a direct and exponential relationship between part size and cost. Large machines are more expensive to purchase, operate, and maintain. The raw material stock for a large part is costly. Machining time is significantly longer, increasing labor and operational costs. Workholding often requires custom fixtures, adding to the NRE (Non-Recurring Engineering) cost. Therefore, while it might be *possible* to machine a massive, single-piece component, it’s crucial to ask if it’s the most cost-effective solution.
What Are the Solutions for Parts Exceeding Standard Machine Capacity?
What happens when your design’s dimensions exceed the work envelope of even large, standard CNC machines? Fortunately, innovative design and machining strategies can overcome these limitations. Instead of abandoning the design, engineers and machinists can employ several clever techniques to produce oversized components successfully.
Part Segmentation: Designing for Assembly
One of the most effective strategies is to break the oversized component down into smaller, more manageable segments. Each segment is designed to fit comfortably within a standard machine’s work envelope. These segments are then machined individually and assembled later through methods like bolting, welding, or bonding. This approach requires careful design consideration to ensure the joining interfaces are robust and that tolerances stack up correctly across the final assembly. Features like interlocking tabs, dowel pins, and precision-machined mating faces can be incorporated to guarantee perfect alignment.
Re-positioning and Multiple Setups
For parts that are only moderately oversized, particularly in one dimension (e.g., very long but not very wide), it’s possible to machine them in multiple setups. The part is clamped to the machine table, and one section is machined. Then, the part is carefully unclamped, precisely re-positioned further down the table, and clamped again so the next section can be machined. This process requires extreme care and the use of precision datums (reference points) to ensure the features machined in different setups blend seamlessly and maintain their positional accuracy relative to one another. This technique is highly skill-dependent and best suited for simpler geometries.
Specialized Large-Format CNC Machining Services
When segmentation or re-positioning is not viable, the solution is to partner with a machine shop that specializes in large-format or oversized machining. These shops have invested in massive equipment like gantry mills, horizontal boring mills, or large 5-axis machines specifically designed to handle components for industries like aerospace, energy, and defense. While this is often the most expensive option, it is the only way to produce a large, monolithic part with the highest degree of accuracy and structural integrity.
Design for Manufacturability (DFM) Tips for Large and Thick Parts
Designing large and thick CNC milled parts requires a specific mindset focused on manufacturability. Applying DFM principles early in the design process can dramatically reduce machining time, lower costs, and improve the quality and stability of the final component. It’s about working with the manufacturing process, not against it.
Minimizing Internal Stresses in Thick Sections
Thick blocks of raw material, especially metals, often contain significant internal stresses from their formation process. When you mill away large amounts of material, you release these stresses unevenly, which can cause the part to warp, bow, or twist. To mitigate this, design with balanced material removal in mind. Avoid designs that require removing a huge amount of material from one side while leaving the other side untouched. If possible, specify a post-machining stress relief heat treatment for materials like steel and titanium to re-stabilize the part before final finishing passes.
Designing Realistic Wall Thicknesses
While CNC milling can produce very thin walls, it’s often impractical and risky on large parts. Tall, thin walls act like tuning forks and are highly susceptible to vibration (chatter) during machining, resulting in a poor surface finish and inaccurate dimensions. A good rule of thumb is to keep the wall height-to-thickness ratio as low as possible. For aluminum, try to stay below a 10:1 ratio. For harder materials like steel, a ratio of 5:1 or less is safer. If thin walls are unavoidable, consider designing in temporary support ribs that can be machined away in a final, light finishing pass.
Considering Tool Access and Reach
Always visualize how a cutting tool will access each feature of your part. Deep, narrow pockets are a classic DFM challenge. The pocket must be wide enough to accommodate a cutting tool and its holder without collision. The corner radii of internal pockets must be larger than the radius of the cutting tool you intend to use. A larger radius allows for a more rigid, larger-diameter tool to be used, enabling faster and more stable machining. Forcing the use of a very long, small-diameter tool to reach a deep feature with sharp corners will dramatically increase machining time and risk of tool breakage.
Conclusion: It’s Not About a Single Number, It’s About Smart Engineering
In conclusion, the question “What is the maximum size and thickness for CNC milling?” does not have a simple answer. The absolute limits are defined by colossal gantry mills capable of shaping parts many meters long. However, for most projects, the practical limits are a complex interplay between machine availability, material choice, part geometry, required tolerances, and budget. The key takeaway for engineers and designers is to move beyond searching for a single maximum dimension and instead embrace a holistic, DFM-focused approach. By understanding the constraints of the CNC milling process and designing parts in collaboration with manufacturing experts, you can push the boundaries of what is possible, creating large, robust, and accurate components efficiently and cost-effectively.
Frequently Asked Questions
1. What is the largest part a 5-axis CNC machine can make?
While 5-axis machines are often associated with smaller, complex parts, large-format 5-axis gantry machines do exist. These can have work envelopes exceeding 5 meters x 3 meters x 1.5 meters, used primarily for large composite trimming, mold making, and aerospace components.
2. How does part weight affect maximum CNC milling size?
Part weight is a critical but often overlooked factor. Every CNC machine has a maximum table load capacity, which can range from a few hundred kilograms for a small VMC to over 20,000 kg for a large gantry mill. The weight of the raw material billet must not exceed this limit.
3. What is the thinnest wall that can be reliably CNC milled?
The minimum reliable wall thickness depends heavily on the material and the wall’s height. For aluminum, walls as thin as 0.5mm (0.020″) are possible for short heights, but a more robust minimum is 1mm (0.040″). For steels, it’s safer to design for a minimum of 1.5mm (0.060″) to avoid deformation.
4. Is it more expensive to mill a large part than to fabricate it from smaller pieces?
It depends on the application. Milling a large part from a single block (monolithic design) offers superior strength and eliminates assembly labor, but has high material and machining costs. Fabricating and welding can be cheaper in terms of raw materials and machine time but may introduce weak points at the joints and require post-fabrication machining to achieve final tolerances. A cost-benefit analysis is essential.
Maximum size CNC milling, CNC part thickness, CNC milling limitations, large format CNC milling, CNC machine work envelope, CNC design for manufacturability, maximum part dimensions CNC, how thick can a CNC mill cut, CNC milling capabilities, what is the largest part a CNC machine can make